



TOMRA Food
Acondicionamiento , Procesado
TOMRA Food lanza la nueva versión de la TOMRA 5B
27 Marzo, 2020
Con el lanzamiento de la nueva TOMRA 5B, TOMRA Food demuestra de nuevo su liderazgo en soluciones de clasificación para la industria alimentaria. Los segmentos de frutas rojas (como las frambuesas, moras, frutillas, o arándanos); verduras (como las arvejas, habas o los porotos verdes); gramíneas (como el maíz); y frutos secos (como las nueces) pueden beneficiarse ya de esta tecnología que asegura una mayor precisión a la hora de eliminar materiales extraños y optimiza así el rendimiento y la rentabilidad de los procesadores
Los procesadores hortofrutícolas pueden tenerlo todo: velocidad, calidad, sostenibilidad, seguridad y rentabilidad
La necesidad actual de velocidad en las empresas procesadoras de frutas y verduras a veces puede parecer incompatible con sus otros objetivos operativos y comerciales. Los productos perecederos deben clasificarse y embalarse rápidamente para maximizar su vida útil, pero cuanto más rápido se haga esto, menos tiempo habrá para que grandes volúmenes de productos se clasifiquen con precisión para la seguridad y calidad de los alimentos. Y como complicación adicional, los minoristas y los consumidores esperan cada vez más que los productores de alimentos adopten prácticas de trabajo sostenibles. Con la tecnología de clasificación de última generación es posible que las envasadoras lo tengan todo: velocidad con calidad y sostenibilidad con rentabilidad. En palabras de Paola Arévalo, Gerente Comercial de TOMRA Food Chile: “Los procesadores deben ver a la TOMRA 5B como una herramienta fundamental a la hora de clasificar una amplia variedad de productos hortofrutícolas antes de ser procesados y/o después de congelados. Sus nuevas funciones la permiten alcanzar una precisión sin precedentes y eliminar hasta el más mínimo material extraño, lo que mejora la producción y la rentabilidad a los procesadores. Además, es muy sencilla de manejar y el operario puede ajustar con facilidad los criterios de clasificación para adaptarlos a la calidad requerida por el cliente final, eliminando la pérdida innecesaria de producto aprovechable”.Un mayor rendimiento gracias a su última tecnología
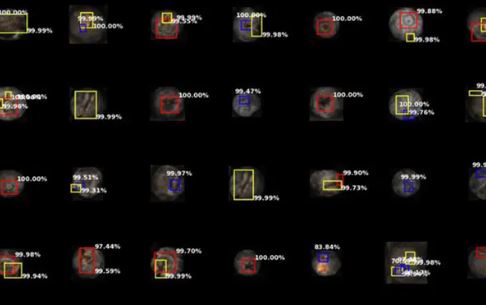
La TOMRA 5B permite detectar defectos de hasta 1 mm. ¿Cómo es esto posible? Paola Arévalo explica el proceso: “Según va pasando el producto por la cinta, las cámaras, los láseres y la cámara inferior opcional de última generación detectan tanto el material extraño como las imperfecciones de los productos. Estas cámaras ofrecen una visión de hasta 360 grados y una resolución de 0,27 píxeles. Por su parte, unos chorros de aire de alta velocidad expulsan de la línea aquellos objetos que deben eliminarse o que deben pasarse por una máquina de clasificación distinta. Por último, y con el objetivo de reducir los errores a la hora de eliminar cualquier objeto, la presión y la posición de los chorros de aire se ajusta automáticamente según el tipo, tamaño y peso del producto”.Nuevas funciones de la TOMRA 5B para una precisión imbatible
Entre sus funciones nuevas, de programación sencilla, se encuentran la Sort-to-Lenght, que permite, por ejemplo, que los porotos verdes puedan tener una calidad predeterminada sin que haya que eliminar producto; la Reverse Sorting, que recupera entre el 70 y el 80 % de producto aprovechable que se elimina cuando el producto de entrada contiene un nivel de defectos superior al 55 %; y un sistema SCADA (siglas en inglés de Supervisory Control and Data Acquisition; control y adquisición de datos), que conecta la clasificadora a un centro de control donde se reciben de forma inmediata las alertas de error, para que puedan atenderse de forma remota. Otras funciones nuevas destacables son la Smart Sort, gracias a la cual el operario puede establecer fácilmente las especificaciones de color y la configuración de detección; la Color Cloud, que también permite que el operario programe especificaciones precisas de color para adaptar las posibilidades de clasificación de la máquina; una Shape Sort Toolbox genérica, con 30 herramientas de detección que permiten eliminar un gran número de defectos; la Datura Detection, que reconoce y expulsa el 98 % de las plantas venenosas de 2 cm de diámetro o más; la Dynamic Cloud, que ofrece una vista en tiempo real del material que la máquina ha marcado como defecto, de forma que pueda ajustarse la configuración de detección si es necesario; y, finalmente, la Improved Smart Rejection, que facilita clasificar lotes de distinta calidad (por ejemplo, porotos verdes o frutillas de calidad AAA y de calidad B).Noticias de TOMRA Food



Productos de TOMRA Food




.png "Directorio Poscosecha 2024")






.gif "Banners Braulio")


