



TOMRA Food
Acondicionamiento , Procesado
Hortícola Esma, empresa familiar Española líder en el sector de zanahorias, confía en Tomra

27 Abril, 2021
De carácter familiar, y con tres generaciones a sus espaldas, Hortícola Esma es una de las empresas que generan mayor volumen de zanahorias en España. Además, como clave para garantizar la calidad de su producto, la empresa se hace cargo del proceso completo de la zanahoria, de principio a fin, desde la siembra hasta la llegada del producto al supermercado. Dedicados al cultivo de patata, cebolla y zanahoria es para la selección de esta última para la que ha adqurirido la Halo 1500, una clasificadora óptica idónea para la detección de defectos
Hortícola Esma se ha consolidado como empresa líder en el sector. Con 40 empleados gestiona el proceso de la zanahoria desde el inicio hasta el final. En 1965 la familia Escribano Mato, abuelos de los actuales propietarios, comenzó la actividad de cultivo, lavado y comercialización de zanahorias.“En aquel entonces el proceso de lavado de las hortalizas se hacía directamente en el río con un saco”, nos explica Sergio Escribano, gerente de la compañía junto con su hermano Javier. Pero a este negocio inicial le esperaba un futuro prometedor. En 1995, tras una excelente trayectoria de trabajo de Benjamín Escribano, se funda Hortícola Esma y comienza su expansión empresarial. Cuatro años después, en 1999, inauguraron la planta de Villanueva de Duero en Valladolid y añadieron a su catálogo la patata y la cebolla. Cabe destacar que, a día de hoy, todos sus productos se encuentran verificados y certificados conforme a la norma GLOBAL GAP (EUROPE GAP), Aseguramiento Integrado de Fincas y "Tierra de sabor".
Sergio nos describe los pilares de la empresa: “Nuestras señas de identidad son la calidad y la constante innovación tecnológica. Para lograr el éxito de nuestra empresa hemos ido paso a paso. Para que la empresa creciera, empezamos por los cimientos: el campo. Introdujimos la mejor maquinaria agrícola. Además, fuimos adquiriendo terrenos de forma periódica. Tras consolidar esta parte, el siguiente paso era meter la seleccionadora ”.
 “La Halo 1500 de TOMRA Food nos ha permitido incrementar nuestra producción en un 20%, algo impensable hasta ahora. Somos más productivos que antes y el destrío, que normalmente enviamos a los ganaderos, se ha reducido al mínimo”, continúa Sergio.
El Covid-19 ha supuesto un antes y un después para la empresa. “Al principio de la pandemia estábamos preocupados. Por un lado, afectó a la mano de obra y, por otro, se disparó la demanda de los supermercados en más de un 20%. Gracias a la Halo pudimos cubrir este pico en la demanda y ahora hemos logrado consolidar los volúmenes de pedidos de supermercados, sobre todo españoles."
Y es que, a nivel estratégico, la intención de Hortícola Esma es continuar aumentando su presencia en cadenas de supermercados y mercados centrales a nivel nacional, si bien la exportación de la compañía ha alcanzado ya el 20% y se concentra en mercados como Portugal, Inglaterra e Irlanda.
El personal de la planta también nota la diferencia. “Antes el equipo trabajaba muy deprisa y al final de su jornada no sabía si tiraba material bueno o malo. Ahora trabajan más tranquilos, con la certeza de que la máquina no falla. Hemos logrado incrementar nuestra rentabilidad. Ahora, por cada camión de entrada, siempre recuperamos una parte del material que antes se desechaba porque el personal estaba cansado y reducimos el destrío al mínimo.” La incorporación de la Halo ha supuesto, además, ahorrarse 4 puestos de trabajo en la línea de la selección, personal que se ha reubicado en otras zonas de la línea.
“La Halo 1500 de TOMRA Food nos ha permitido incrementar nuestra producción en un 20%, algo impensable hasta ahora. Somos más productivos que antes y el destrío, que normalmente enviamos a los ganaderos, se ha reducido al mínimo”, continúa Sergio.
El Covid-19 ha supuesto un antes y un después para la empresa. “Al principio de la pandemia estábamos preocupados. Por un lado, afectó a la mano de obra y, por otro, se disparó la demanda de los supermercados en más de un 20%. Gracias a la Halo pudimos cubrir este pico en la demanda y ahora hemos logrado consolidar los volúmenes de pedidos de supermercados, sobre todo españoles."
Y es que, a nivel estratégico, la intención de Hortícola Esma es continuar aumentando su presencia en cadenas de supermercados y mercados centrales a nivel nacional, si bien la exportación de la compañía ha alcanzado ya el 20% y se concentra en mercados como Portugal, Inglaterra e Irlanda.
El personal de la planta también nota la diferencia. “Antes el equipo trabajaba muy deprisa y al final de su jornada no sabía si tiraba material bueno o malo. Ahora trabajan más tranquilos, con la certeza de que la máquina no falla. Hemos logrado incrementar nuestra rentabilidad. Ahora, por cada camión de entrada, siempre recuperamos una parte del material que antes se desechaba porque el personal estaba cansado y reducimos el destrío al mínimo.” La incorporación de la Halo ha supuesto, además, ahorrarse 4 puestos de trabajo en la línea de la selección, personal que se ha reubicado en otras zonas de la línea.
 Halo 1500, alta precisión en la detección de defectos y fácil de manejar
En Hortícola Esma el proceso se lleva a cabo de principio a fin. “Cultivamos las zanahorias con nuestros propios medios y en nuestras fincas. Las recolectamos con nuestras máquinas y las transportamos en nuestros camiones. Todo en un proceso vertiginosamente rápido. Las zanahorias tardan sólo 24 horas en llegar a los supermercados desde el campo”, explica Sergio Escribano.
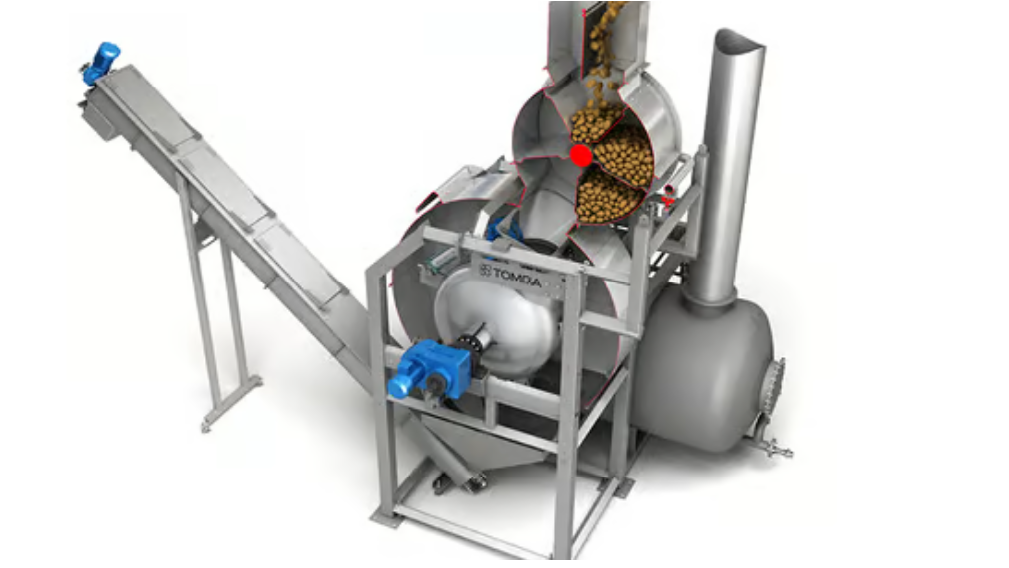
Una vez que las zanahorias sucias llegan a la planta se meten en tanques de agua, donde se limpian de materia extraña, madera, etc. Los siguientes pasos son el “quitapiedras” y el “quitahierbas”, que dejan el producto libre de estos elementos. De ahí, pasan a la Halo 1500, que separa las zanahorias buenas de las que tienen defectos para, tras el cepillado y el enfriamiento, acabar en la calibradora que identifica las que tengan el tamaño programado.
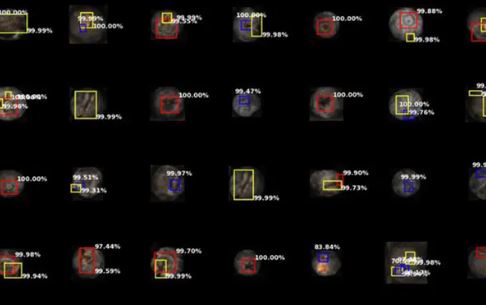
La Halo es perfecta para una gran variedad de frutas y verduras. “En el caso de las zanahorias, la Halo es idónea para alcanzar la calidad requerida en supermercados. Sus cámaras de color delanteras y traseras, iluminación LED pulsada, y cámara NIR para el espectro infrarrojo logran detectar los defectos más habituales: zanahorias más pequeñas, cortadas o deformes; o manchas, que pueden ser marrones negras, rojas o verdes. En Hortícola Esma tienen programado el doble rechazo y la Halo 1500 identifica los defectos a la perfección: trozos de zanahorias por un lado y defectos manchas de todo tipo por otro”, afirma Alejandro Palacios, director de ventas de TOMRA Sorting Food para España y Portugal.
Además es una máquina sencilla de manejar: “Nos parece que la Halo es una máquina muy intuitiva. Yo mismo programo en la pantalla los ajustes en función de las diferentes parcelas que llegan”, dice Sergio.
Hortícola Esma, un cliente convencido y convertido en escaparate de Tomra en España y Portugal
“Nos conocimos en octubre de 2019 cuando fuimos a Alemania a visitar a un cliente de Tomra. Pudimos ver una Halo trabajando con un producto orgánico que venía en condiciones bastante malas y rápidamente observamos el buen rendimiento que ofrecía. En cuanto llegué al aeropuerto tras la prueba hablé con Benjamín, mi padre, y después con mi hermano Javier. Les dije: esta máquina hay que comprarla porque, si funciona en estas condiciones, en nuestra casa trabajará bien, sí o sí. Y así fue”, recuerda convencido.
Y es que, incluso con cosechas o parcelas malas, la Halo marca la diferencia haciendo que la productividad aumente. “Hace un año tuvimos una parcela con malísima calidad. Íbamos a arar la parcela pero decidimos probar a ver qué pasaba si procesábamos el producto. Al final logramos sacar un 30% de producción. Un volumen que no esperábamos obtener para nada y que nos reafirmó en nuestra decisión. Es la diferencia que supone tener esta máquina a no tenerla”.
Desde entonces, Hortícola Esma ha sido un magnífico escaparate de TOMRA. “La familia Escribano nos ha permitido que varios clientes potenciales fueran a verla. Tanto es así que ya hemos vendido cuatro equipos en España de personas que han ido desde diferentes ciudades a ver cómo funcionaba” afirma Alejandro Palacios.
“Sin duda, recomendamos TOMRA. Para nosotros, ha marcado la diferencia en lo que a producción y rendimiento se refiere”, concluye Sergio Escribano.
Acerca de TOMRA Food
TOMRA Food diseña y fabrica máquinas de clasificación basadas en sensores y proporciona soluciones integradas de postcosecha para la industria alimentaria. Desarrollamos la tecnología analítica más avanzada del mundo y la aplicamos a la clasificación y pelado. Más de 12.800 unidades están instaladas y son empleadas en todo el mundo por productores, envasadores y procesadores de dulces, frutas secas, cereales y semillas, patatas, proteinas, frutos secos y verduras.
La empresa tiene como misión mejorar el rendimiento y la eficiencia operativa de sus clientes y garantizar el suministro de alimentos seguros a través de tecnologías inteligentes y útiles. Para alcanzar tales objetivos, TOMRA Food cuenta con centros de excelencia, oficinas regionales y plantas de fabricación en EE.UU, Europa, América del Sur, Asia, África y Australasia.
TOMRA Food forma parte de TOMRA Group, fundado en 1972 en base a una idea innovadora que comenzó por el diseño, la producción y venta de máquinas de devolución de depósitos (MDD) para la recogida automatizada de envases usados de bebidas. Hoy en día, TOMRA ofrece soluciones tecnológicas que permiten alcanzar la economía circular. Gracias a sus sistemas avanzados de recolección y clasificación que optimizan la recuperación de recursos y minimizan el desperdicio en las industrias de alimentos, reciclaje y minería, TOMRA se compromete a construir un futuro más sostenible.
TOMRA dispone hoy de unas 100.000 instalaciones en más de 80 mercados a nivel mundial y sus ingresos totales en 2020 alcanzaron 9,9 mil millones de NOK. El grupo tiene unos 4,300 empleados a nivel global y cotiza en la Bolsa de Valores de Oslo (OSE: TOM).
Halo 1500, alta precisión en la detección de defectos y fácil de manejar
En Hortícola Esma el proceso se lleva a cabo de principio a fin. “Cultivamos las zanahorias con nuestros propios medios y en nuestras fincas. Las recolectamos con nuestras máquinas y las transportamos en nuestros camiones. Todo en un proceso vertiginosamente rápido. Las zanahorias tardan sólo 24 horas en llegar a los supermercados desde el campo”, explica Sergio Escribano.
Una vez que las zanahorias sucias llegan a la planta se meten en tanques de agua, donde se limpian de materia extraña, madera, etc. Los siguientes pasos son el “quitapiedras” y el “quitahierbas”, que dejan el producto libre de estos elementos. De ahí, pasan a la Halo 1500, que separa las zanahorias buenas de las que tienen defectos para, tras el cepillado y el enfriamiento, acabar en la calibradora que identifica las que tengan el tamaño programado.
La Halo es perfecta para una gran variedad de frutas y verduras. “En el caso de las zanahorias, la Halo es idónea para alcanzar la calidad requerida en supermercados. Sus cámaras de color delanteras y traseras, iluminación LED pulsada, y cámara NIR para el espectro infrarrojo logran detectar los defectos más habituales: zanahorias más pequeñas, cortadas o deformes; o manchas, que pueden ser marrones negras, rojas o verdes. En Hortícola Esma tienen programado el doble rechazo y la Halo 1500 identifica los defectos a la perfección: trozos de zanahorias por un lado y defectos manchas de todo tipo por otro”, afirma Alejandro Palacios, director de ventas de TOMRA Sorting Food para España y Portugal.
Además es una máquina sencilla de manejar: “Nos parece que la Halo es una máquina muy intuitiva. Yo mismo programo en la pantalla los ajustes en función de las diferentes parcelas que llegan”, dice Sergio.
Hortícola Esma, un cliente convencido y convertido en escaparate de Tomra en España y Portugal
“Nos conocimos en octubre de 2019 cuando fuimos a Alemania a visitar a un cliente de Tomra. Pudimos ver una Halo trabajando con un producto orgánico que venía en condiciones bastante malas y rápidamente observamos el buen rendimiento que ofrecía. En cuanto llegué al aeropuerto tras la prueba hablé con Benjamín, mi padre, y después con mi hermano Javier. Les dije: esta máquina hay que comprarla porque, si funciona en estas condiciones, en nuestra casa trabajará bien, sí o sí. Y así fue”, recuerda convencido.
Y es que, incluso con cosechas o parcelas malas, la Halo marca la diferencia haciendo que la productividad aumente. “Hace un año tuvimos una parcela con malísima calidad. Íbamos a arar la parcela pero decidimos probar a ver qué pasaba si procesábamos el producto. Al final logramos sacar un 30% de producción. Un volumen que no esperábamos obtener para nada y que nos reafirmó en nuestra decisión. Es la diferencia que supone tener esta máquina a no tenerla”.
Desde entonces, Hortícola Esma ha sido un magnífico escaparate de TOMRA. “La familia Escribano nos ha permitido que varios clientes potenciales fueran a verla. Tanto es así que ya hemos vendido cuatro equipos en España de personas que han ido desde diferentes ciudades a ver cómo funcionaba” afirma Alejandro Palacios.
“Sin duda, recomendamos TOMRA. Para nosotros, ha marcado la diferencia en lo que a producción y rendimiento se refiere”, concluye Sergio Escribano.
Acerca de TOMRA Food
TOMRA Food diseña y fabrica máquinas de clasificación basadas en sensores y proporciona soluciones integradas de postcosecha para la industria alimentaria. Desarrollamos la tecnología analítica más avanzada del mundo y la aplicamos a la clasificación y pelado. Más de 12.800 unidades están instaladas y son empleadas en todo el mundo por productores, envasadores y procesadores de dulces, frutas secas, cereales y semillas, patatas, proteinas, frutos secos y verduras.
La empresa tiene como misión mejorar el rendimiento y la eficiencia operativa de sus clientes y garantizar el suministro de alimentos seguros a través de tecnologías inteligentes y útiles. Para alcanzar tales objetivos, TOMRA Food cuenta con centros de excelencia, oficinas regionales y plantas de fabricación en EE.UU, Europa, América del Sur, Asia, África y Australasia.
TOMRA Food forma parte de TOMRA Group, fundado en 1972 en base a una idea innovadora que comenzó por el diseño, la producción y venta de máquinas de devolución de depósitos (MDD) para la recogida automatizada de envases usados de bebidas. Hoy en día, TOMRA ofrece soluciones tecnológicas que permiten alcanzar la economía circular. Gracias a sus sistemas avanzados de recolección y clasificación que optimizan la recuperación de recursos y minimizan el desperdicio en las industrias de alimentos, reciclaje y minería, TOMRA se compromete a construir un futuro más sostenible.
TOMRA dispone hoy de unas 100.000 instalaciones en más de 80 mercados a nivel mundial y sus ingresos totales en 2020 alcanzaron 9,9 mil millones de NOK. El grupo tiene unos 4,300 empleados a nivel global y cotiza en la Bolsa de Valores de Oslo (OSE: TOM).
“La Halo 1500 de TOMRA Food nos ha permitido incrementar nuestra producción en un 20%, algo impensable hasta ahora. Somos más productivos que antes y el destrío, que normalmente enviamos a los ganaderos, se ha reducido al mínimo”, continúa Sergio.
El Covid-19 ha supuesto un antes y un después para la empresa. “Al principio de la pandemia estábamos preocupados. Por un lado, afectó a la mano de obra y, por otro, se disparó la demanda de los supermercados en más de un 20%. Gracias a la Halo pudimos cubrir este pico en la demanda y ahora hemos logrado consolidar los volúmenes de pedidos de supermercados, sobre todo españoles."
Y es que, a nivel estratégico, la intención de Hortícola Esma es continuar aumentando su presencia en cadenas de supermercados y mercados centrales a nivel nacional, si bien la exportación de la compañía ha alcanzado ya el 20% y se concentra en mercados como Portugal, Inglaterra e Irlanda.
El personal de la planta también nota la diferencia. “Antes el equipo trabajaba muy deprisa y al final de su jornada no sabía si tiraba material bueno o malo. Ahora trabajan más tranquilos, con la certeza de que la máquina no falla. Hemos logrado incrementar nuestra rentabilidad. Ahora, por cada camión de entrada, siempre recuperamos una parte del material que antes se desechaba porque el personal estaba cansado y reducimos el destrío al mínimo.” La incorporación de la Halo ha supuesto, además, ahorrarse 4 puestos de trabajo en la línea de la selección, personal que se ha reubicado en otras zonas de la línea.
Halo 1500, alta precisión en la detección de defectos y fácil de manejar
En Hortícola Esma el proceso se lleva a cabo de principio a fin. “Cultivamos las zanahorias con nuestros propios medios y en nuestras fincas. Las recolectamos con nuestras máquinas y las transportamos en nuestros camiones. Todo en un proceso vertiginosamente rápido. Las zanahorias tardan sólo 24 horas en llegar a los supermercados desde el campo”, explica Sergio Escribano.
Una vez que las zanahorias sucias llegan a la planta se meten en tanques de agua, donde se limpian de materia extraña, madera, etc. Los siguientes pasos son el “quitapiedras” y el “quitahierbas”, que dejan el producto libre de estos elementos. De ahí, pasan a la Halo 1500, que separa las zanahorias buenas de las que tienen defectos para, tras el cepillado y el enfriamiento, acabar en la calibradora que identifica las que tengan el tamaño programado.
La Halo es perfecta para una gran variedad de frutas y verduras. “En el caso de las zanahorias, la Halo es idónea para alcanzar la calidad requerida en supermercados. Sus cámaras de color delanteras y traseras, iluminación LED pulsada, y cámara NIR para el espectro infrarrojo logran detectar los defectos más habituales: zanahorias más pequeñas, cortadas o deformes; o manchas, que pueden ser marrones negras, rojas o verdes. En Hortícola Esma tienen programado el doble rechazo y la Halo 1500 identifica los defectos a la perfección: trozos de zanahorias por un lado y defectos manchas de todo tipo por otro”, afirma Alejandro Palacios, director de ventas de TOMRA Sorting Food para España y Portugal.
Además es una máquina sencilla de manejar: “Nos parece que la Halo es una máquina muy intuitiva. Yo mismo programo en la pantalla los ajustes en función de las diferentes parcelas que llegan”, dice Sergio.
Hortícola Esma, un cliente convencido y convertido en escaparate de Tomra en España y Portugal
“Nos conocimos en octubre de 2019 cuando fuimos a Alemania a visitar a un cliente de Tomra. Pudimos ver una Halo trabajando con un producto orgánico que venía en condiciones bastante malas y rápidamente observamos el buen rendimiento que ofrecía. En cuanto llegué al aeropuerto tras la prueba hablé con Benjamín, mi padre, y después con mi hermano Javier. Les dije: esta máquina hay que comprarla porque, si funciona en estas condiciones, en nuestra casa trabajará bien, sí o sí. Y así fue”, recuerda convencido.
Y es que, incluso con cosechas o parcelas malas, la Halo marca la diferencia haciendo que la productividad aumente. “Hace un año tuvimos una parcela con malísima calidad. Íbamos a arar la parcela pero decidimos probar a ver qué pasaba si procesábamos el producto. Al final logramos sacar un 30% de producción. Un volumen que no esperábamos obtener para nada y que nos reafirmó en nuestra decisión. Es la diferencia que supone tener esta máquina a no tenerla”.
Desde entonces, Hortícola Esma ha sido un magnífico escaparate de TOMRA. “La familia Escribano nos ha permitido que varios clientes potenciales fueran a verla. Tanto es así que ya hemos vendido cuatro equipos en España de personas que han ido desde diferentes ciudades a ver cómo funcionaba” afirma Alejandro Palacios.
“Sin duda, recomendamos TOMRA. Para nosotros, ha marcado la diferencia en lo que a producción y rendimiento se refiere”, concluye Sergio Escribano.
Acerca de TOMRA Food
TOMRA Food diseña y fabrica máquinas de clasificación basadas en sensores y proporciona soluciones integradas de postcosecha para la industria alimentaria. Desarrollamos la tecnología analítica más avanzada del mundo y la aplicamos a la clasificación y pelado. Más de 12.800 unidades están instaladas y son empleadas en todo el mundo por productores, envasadores y procesadores de dulces, frutas secas, cereales y semillas, patatas, proteinas, frutos secos y verduras.
La empresa tiene como misión mejorar el rendimiento y la eficiencia operativa de sus clientes y garantizar el suministro de alimentos seguros a través de tecnologías inteligentes y útiles. Para alcanzar tales objetivos, TOMRA Food cuenta con centros de excelencia, oficinas regionales y plantas de fabricación en EE.UU, Europa, América del Sur, Asia, África y Australasia.
TOMRA Food forma parte de TOMRA Group, fundado en 1972 en base a una idea innovadora que comenzó por el diseño, la producción y venta de máquinas de devolución de depósitos (MDD) para la recogida automatizada de envases usados de bebidas. Hoy en día, TOMRA ofrece soluciones tecnológicas que permiten alcanzar la economía circular. Gracias a sus sistemas avanzados de recolección y clasificación que optimizan la recuperación de recursos y minimizan el desperdicio en las industrias de alimentos, reciclaje y minería, TOMRA se compromete a construir un futuro más sostenible.
TOMRA dispone hoy de unas 100.000 instalaciones en más de 80 mercados a nivel mundial y sus ingresos totales en 2020 alcanzaron 9,9 mil millones de NOK. El grupo tiene unos 4,300 empleados a nivel global y cotiza en la Bolsa de Valores de Oslo (OSE: TOM).
Noticias de TOMRA Food
.jpg)
.jpg)
.jpg)
TOMRA Food












.gif "Banners Braulio")



