



TOMRA Food
Acondicionamiento
Cómo las soluciones de TOMRA Food ayudan a mejorar la eficiencia y rentabilidad de las plantas de proceso de cerezas
Entrevista a Benedetta Ricci Iamino, Directora de la Categoría de Cerezas en TOMRA Food, sobre cómo mejorar la eficiencia de los almacenes de cerezas

Los cambios constantes en las empresas de cerezas están dando lugar a nuevos retos, mientras aumenta la demanda global y las exportaciones están en auge. Las plantas de proceso se encuentran bajo la lupa. Están presionadas para procesar volúmenes mayores en el mismo período de tiempo, sin que la calidad del producto se vea afectada. La buena noticia es que existen soluciones de TOMRA Food basadas en sensores que lo hacen posible. Benedetta Ricci Iamino, Directora de la Categoría de Cerezas en TOMRA Food, lo explica a continuación.
Aunque las cerezas son más caras que otras frutas de hueso, su venta está acelerándose de forma exponencial. La demanda global va en aumento, las exportaciones están en auge, y productores y empaquetadores nuevos están entrando en el mercado para aprovechar estas oportunidades.
La popularidad de las cerezas es especialmente evidente en su mercado más importante, China, con la llegada del Año Nuevo chino. Para satisfacer un pico de demanda estacional tan grande, las plantas de proceso tienen que trabajar a contrarreloj. Mientras, los exportadores lanzan a toda prisa su producto al mercado en buques y aviones «exprés». Aun así, estos pequeños tesoros rojos no se pueden producir ni envasar a la velocidad necesaria.
Y la verdad, no se prevé que la demanda de cerezas deje de crecer. En los países desarrollados, la demanda de cerezas no deja de aumentar debido a sus propiedades saludables. En los países en vías de desarrollo, es el incremento de la clase media el que está impulsando la demanda. Y en casi todos los mercados, las cerezas son un producto cada vez más demandado, no sólo para su consumo en casa, sino también como ingrediente de repostería. Los expertos prevén que el mercado mundial de la cereza seguirá creciendo durante los próximos cinco años a un ritmo anual de entre el 5 y el 10 %.
En la carrera por intentar seguir el ritmo que marca la demanda, Turquía, mayor productor mundial de cereza, ha cuadriplicado su producción en poco más de una década. EE. UU. permanece afianzado como segundo mayor productor, pero Uzbekistán y Chile están dando caza al tercero y el cuarto, Rusia e Irán. Chile, por ejemplo, acaba de doblar su producción en tan solo tres años. Por su parte, Tayikistán y Kirguistán, países del centro de Asia cuyo clima es perfecto para la cereza y que tienen un acceso relativamente fácil al enorme mercado chino, también están realizando grandes aumentos de producción.
En todos estos países, y en muchos otros, las empresas procesadoras de cereza están sometidas a una constante presión para manejar crecientes volúmenes de producto. Y, además de aumentar su producción deben, en paralelo, mantener o mejorar la calidad del producto. En un supermercado, los productos entran por los ojos. El consumidor espera que las cerezas sean de un color uniforme, tengan una piel lisa, firme y sin marcas. Además, deben tener los pedicelos largos y verdes, indicativos de que es una fruta fresca.
Para los empaquetadores todo esto supone un gran reto ya que las cerezas son muy vulnerables a daños de manipulación. Además, resultan muy difíciles de clasificar y calibrar. Un empaquetado poco cuidadoso puede dañar la fruta y hacer que se caiga el pedicelo. Para detectar defectos de forma fiable, resulta necesario inspeccionar cada fruta de forma individual. Esto se hace mediante una visión de 360 grados, algo que tradicionalmente ha sido imposible.
Comprender los retos
Gracias a tecnologías innovadoras de clasificación y calibrado hoy resulta posible inspeccionar totalmente la fruta mediante una visión de 360 grados. Esta tecnología y sus asociadas permiten obtener un sinfín de ventajas: aumentar la producción; mejorar la calidad del producto final; reducir los problemas asociados a la selección; fidelizar la mano de obra; minimizar el desperdicio de alimentos y maximizar tanto la clasificación como la rentabilidad.
TOMRA Food es líder en el desarrollo de soluciones integradas poscosecha para cerezas.
Las soluciones creadas por Compac y BBC Technologies, así como las nuevas lanzadas por TOMRA Food tras su adquisición, son producidas, comercializadas y reciben soporte técnico directamente desde la propia TOMRA. Esto hace que las empresas procesadoras de cerezas puedan ahora beneficiarse de la experiencia técnica y la presencia que tiene TOMRA a nivel mundial. La empresa opera en USA, Europa, Sudamérica, Asia, África y Oceanía.
Durante el último año TOMRA ha tomado múltiples medidas para reforzar su servicio y equipo de posventa en España. Entre ella destaca su fuerte inversión en personal calificado para todas las áreas de su actividad mejorando la velocidad de respuesta al cliente independiente de su ubicación. Y, si bien sus equipos ofrecen una alta confiabilidad operacional, TOMRA dispone hoy de un mayor volumen de repuestos en los puntos estratégicos del país.
Su profundo conocimiento del segmento ayuda a TOMRA Food a perfeccionar sus soluciones (pensadas y desarrolladas con sus clientes) e inspira el diseño y desarrollo de nuevas soluciones. Como pasa con otras categorías de producto, la misión de TOMRA con las cerezas es liderar la revolución de los recursos en un mundo en el que “Cada Cereza Cuenta”.
Separación, clasificación y calibrado
Las soluciones TOMRA Food para cerezas ya no tienen rival debido a la eficacia de la ejecución en todas las tareas importantes de la línea. Estas son el vaciado, separación, clasificación, calibrado, envasado y trazabilidad de producto. Con TOMRA mejora la producción, se asegura una cuidadosa manipulación, un calibrado preciso y una alta velocidad de proceso. Y, al ser soluciones modulares y escalables, pueden personalizarse para empresas de cualquier tamaño.
Cuando las cerezas llegan a la planta procesadora, las soluciones de TOMRA Food empiezan con los sistemas de carga al inicio de la línea. Posteriormente, su revolucionario Cascade Singulator separa los pedicelos de cerezas con un método de manipulación cuidadosa y una eficaz separación.

Las cortadoras tradicionales de pedicelos impulsan las cerezas a gran velocidad contra las cuchillas, lo que hace que la fruta corra el riesgo de sufrir golpes y cortes. No obstante, el Cascade Singulator reduce la velocidad de las cerezas mediante el uso de un sistema de transporte en agua. Al mejorar la ubicación de la separación en el punto exacto de unión entre cerezas, el centro del racimo se alinea para lograr una separación limpia y homogénea sin riesgo de dañar la fruta. Así, también se reducen los costes de mantenimiento y las horas de trabajo que suelen necesitar otros sistemas para limpiar y ajustar la máquina.
Para optimizar la capacidad de llenado de vías, la tecnología de Balanceo dinámico de líneas (Dynamic Lane Balancer), exclusiva de TOMRA, permite lograr hasta un 10-15 % más de capacidad de cada vía (por volumen de fruta) en comparación con otros sistemas, y en ocasiones incluso más.

En una planta en Chile, por ejemplo, hay líneas de cerezas TOMRA que están trabajando a una capacidad media de 670 kg/h por vía. Se trata de un valor superior al estándar de la industria de 400 kg/h por vía.
TOMRA ofrece su clasificadora y calibradora Small Fruit Sorter (SFS) con InVision 2 y TotalView Plus. Así, se segrega lo que el cliente necesita con respecto al mercado objetivo y categoría, debido a la gran variedad de criterios.

Las cerezas son clasificadas en distintos tamaños en cumplimiento con las normas estandarizadas del mercado. A la vez, son clasificadas por color y defectos de condición, incluida la firmeza, más otros defectos cosméticos y de color no homogéneo.
De cara a esta temporada se ha modificado la interfaz de usuario/operador que resulta amigable a la hora de incorporar cambios y que permite anticipar las decisiones del operador. Dado que segregamos lo que el cliente requiera, conseguimos mayor rentabilidad y aprovechamos cada cereza
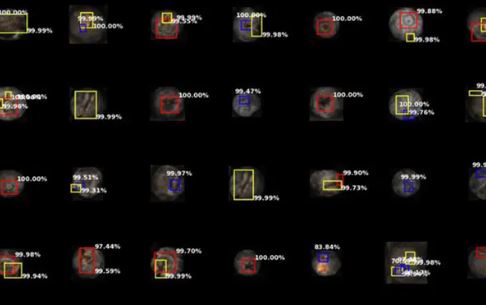
En comparación con otras clasificadoras, las cámaras de la TotalView están ubicadas en ángulos de inspección más bajos y cercanos a la fruta. Las imágenes de calidad superior mejoran la detección de defectos en la zona apical, moho y media luna en la zona pedicelar, y fisura en la sutura. Además, la calibradora SFS trata las cerezas con más cuidado que otras tecnologías disponibles en el mercado, empleando una serie de sistemas patentados que transportan las cerezas en agua para su inspección. Si se busca menos pitting y golpes en la fruta, sin duda TOMRA es la solución.
Usar clasificadoras TOMRA permite mejorar la precisión del calibrado por tamaño dado que puede ver diferencias de apenas 0.1 mm en el tamaño de la cereza. Con su robusto software los procesadores pueden separar su producto de acuerdo con la demanda del mercado. Esto no solo satisface al consumidor, sino que también maximiza los beneficios de los procesadores de cerezas, ya que la diferencia de precio entre los distintos tamaños de cereza puede ser entre de entre el 12 y el 25 % en algunos mercados. Así, la precisa clasificación por tamaño de los equipos TOMRA maximiza el precio de sus productos.
También el proceso resulta más eficaz gracias a la correcta detección de defectos. TOMRA permite definir productos de distintas calidades en función de la tolerancia y exigencia del consumidor. TOMRA asegura un ratio extremadamente bajo de producto bueno dentro de producto malo, lo que mejora la eficiencia y la rentabilidad global del proceso. Además, al mezclar el producto de alta calidad con una cierta cantidad de producto con algún defecto autorizado, se minimiza el desperdicio de cereza y se maximiza el valor individual de cada fruta (por ejemplo, el operador puede decidir la tolerancia de ingreso a cada categoría de frutos dobles, frutos sin pedicelo, entre otros). La clasificación de defectos permite reportar individualmente los defectos para que los productores puedan mejorar la gestión de su producción.
Soluciones de llenado y envasado para distintos mercados
Las máquinas TOMRA de llenado y envasado manipulan las cerezas con delicadeza. Estas soluciones automatizadas pueden envasar, a la vez, fruta de distinta calidad para diferentes mercados. El sistema de llenado que podría ser tradicional, semiautomático, automático de gran productividad y los equipos CURO aseguran un llenado homogéneo y rápido, con el peso preciso y la flexibilidad necesaria para cambiar fácilmente entre una gran variedad de opciones de envasado (clamshells, punnets, y cajas de 1, 2, 2.5, 5 y 10 kg).
Todos los componentes de la línea de proceso están interconectados y se comunican entre sí para crear una solución totalmente integrada.
Todo esto, como ocurre con otras soluciones automatizadas de línea, contribuye a reducir el desperdicio de alimentos y aumentar los beneficios de la empresa procesadora. Cuando una compañía decide invertir en este tipo de soluciones, enseguida comprueba lo acertado de su decisión. Y cuando el proveedor de esas soluciones es TOMRA, que combina su liderazgo en I+D a nivel mundial con su presencia local y su forma de trabajo centrada en el consumidor, las plantas de proceso pueden estar seguras de que recibirán la formación operativa y el soporte técnico idóneos para que las máquinas den un rendimiento óptimo con el menor tiempo de inactividad posible.
TOMRA Food
TOMRA Food diseña y fabrica máquinas de clasificación basadas en sensores y soluciones integradas de postcosecha que transforman la producción mundial de alimentos para maximizar la seguridad alimentaria y minimizar el desperdicio de estos alimentos, asegurándose que «Every Resource Counts (Cada recurso Cuenta)». Entre estas soluciones se encuentran el calibrado, clasificación, pelado y tecnología analítica. Permiten mejorar la rentabilidad y lograr mayores eficiencias operativas, y asegurar un suministro alimentario seguro.
La empresa tiene más de 12.800 unidades instaladas por todo el mundo en productores, envasadores y procesadores de dulces, fruta, fruta deshidratada, cereales y semillas, patatas, proteínas, frutos secos y verdura.
TOMRA Food cuenta con centros de excelencia, oficinas regionales y plantas de fabricación en EE. UU., Europa, Sudamérica, Asia, África y Australasia.
Siga a TOMRA Food en Facebook (TOMRA.Food), Twitter (TOMRAFood), Instagram (TOMRAFood) y LinkedIn (TOMRA Food).
TOMRA Food forma parte de TOMRA Group, empresa fundada en 1972 en base a una idea innovadora que comenzó por el diseño, la producción y venta de máquinas de devolución de depósitos (MDD) para la recolección automatizada de envases usados de bebidas.
Hoy en día, TOMRA lidera la revolución de los recursos para transformar la forma en que se obtienen, aprovechan y reutilizan los recursos del planeta y lograr, así, un mundo sin residuos. El resto de las empresas de la compañía son TOMRA Recycling, TOMRA Mining y TOMRA Collection.
TOMRA dispone hoy de unas 105.000 instalaciones en más de 100 mercados a nivel mundial y sus ingresos totales en 2022 alcanzaron 12.000 millones de NOK. El grupo tiene unos 5.000 empleados a nivel global y cotiza en la Bolsa de Valores de Oslo. La central de la compañía se encuentra en Asker, Noruega.
Para más información, visite www.tomra.com
Noticias de TOMRA Food



Productos de TOMRA Food




.png "Directorio Poscosecha 2024")






.gif "Banners Braulio")


